Гнуття листового металу - технологія та методи виробництва, на листозгинальному верстаті TRUMPF
Більшість зігнутих металевих деталей, виготовляється методами, вільної згинання, згинання карбуванням, фальцювання та заковування.
Методи принципово схожі: пуансон вдавлює заготовку в нижній інструмент матриці, тому верстати, на яких застосовуються вищезазначені методи та технології, називають листозгинальними пресами.
Крім верстатів для згинання в штампі, компанія TRUMPF пропонує поворотно-згинальні верстати.
Види згинання листового металу
Вільне згинання металу
- При вільному згинанні металу пуансон вдавлює заготовку в матрицю, не притискаючи до стінок.
- Під час руху пуансона вниз, плечі заготівлі згинаються до верху та утворюється кут.
- Чим глибше пуансон вдавлює заготовку в матрицю, тим гостріший кут.
- Між пуансоном та матрицею залишається вільний простір.
- Вільне згинання листової сталі, залежить від довжини ходу.
- Кожному куту відповідає певний хід.
- Система управління верстатом розраховує цей хід та одночасно зусилля пресування.
- Хід та зусилля преса залежать від інструментів, а також від характеристик матеріалу та виробу (кут, довжина).
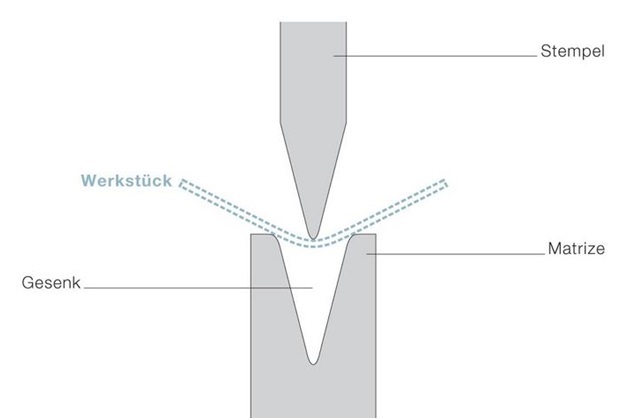
Вільне гнуття листового металу
Гнуття листового металу методом карбування
- При згинанні металу методом карбування, пуансон повністю вдавлює заготовку в матрицю, так що між матрицею, заготовкою та пуансоном не залишається вільного простору.
- Цей процес називають геометричним замиканням.
- Пуансон та матриця повинні точно підходити один одному, тому для кожного кута та кожної форми потрібен окремий набір інструментів.
- Коли заготівлю повністю запресовано, пуансон не може продовжити рух вниз.
- Однак система керування верстатом підвищує зусилля пресування до досягнення заданого значення.
- Тиск на заготівлю зростає, і вона набуває контурів пуансону та матриці.
- Під впливом високого тиску кут стабілізується, що дозволяє майже повністю усунути пружну післядію.
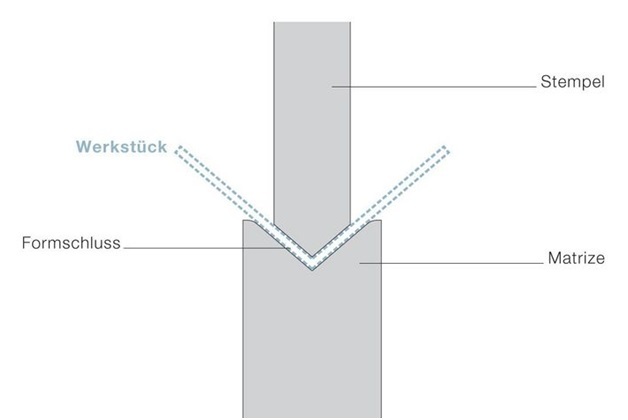
Гнучка листового металу методом карбування
Гнучка листового металу методом фальцування та заковування
- Кромки листа металу часто повністю згинають, наприклад, при виготовленні країв коробок.
- Плечі згину розташовані паралельно один одному.
- Це дозволяє підвищити загальну стабільність готової деталі та захистити кромки.
- Іноді загини необхідні підвішування інших деталей.
- Фальцювання та заковування здійснюються у два етапи: на першому етапі оператор загинає лист під кутом 30°. Потім він знову закладає заготівлю та заковує кут.
- При виготовленні фальців між плечами згину залишається зазор.
- При заковуванні плечі вигину повністю придавлюються один до одного.
- Фальцування залежить від перебігу. Заковка - від зусилля.
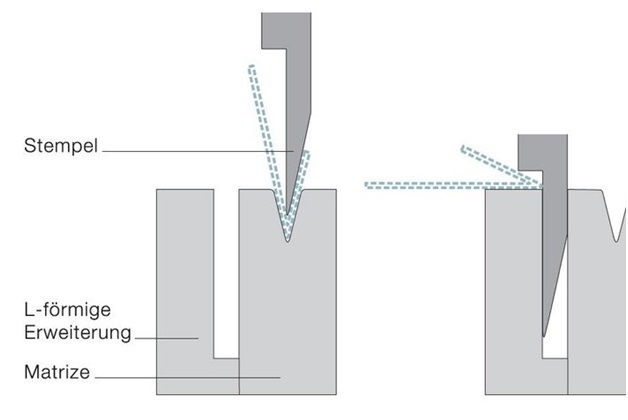
Гнуття листового металу методом фальцування та заковування
Радіусне згинання (згинання поворотом) листового металу
- Вбудована в верстати згинальна траверса складається з С-подібного профілю, на який монтуються нижній і верхній згинальні інструменти.
- У процесі згинання металу, С-подібний профіль переміщається вгору і вниз або здійснює дрібні еліпсоподібні рухи — розгойдування.
- Поворотно-згинальні верстати працюють напівавтоматично і характеризуються високою швидкістю та універсальністю навіть при виготовленні дрібних партій виробів.
- Поворотно-згинальна технологія дозволяє ефективно виготовляти на деталі виїмки різних радіусів з використанням одного і того ж інструменту.
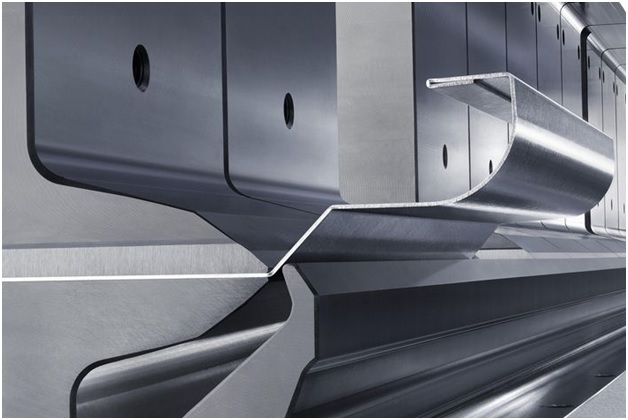
Радіусне згинання листового металу
Якщо ця стаття вам сподобалася і була корисною,
поділіться їй у соцмережах - це допоможе вашим друзям дізнатися про неї та підтримає наш проект.
Дякую!
